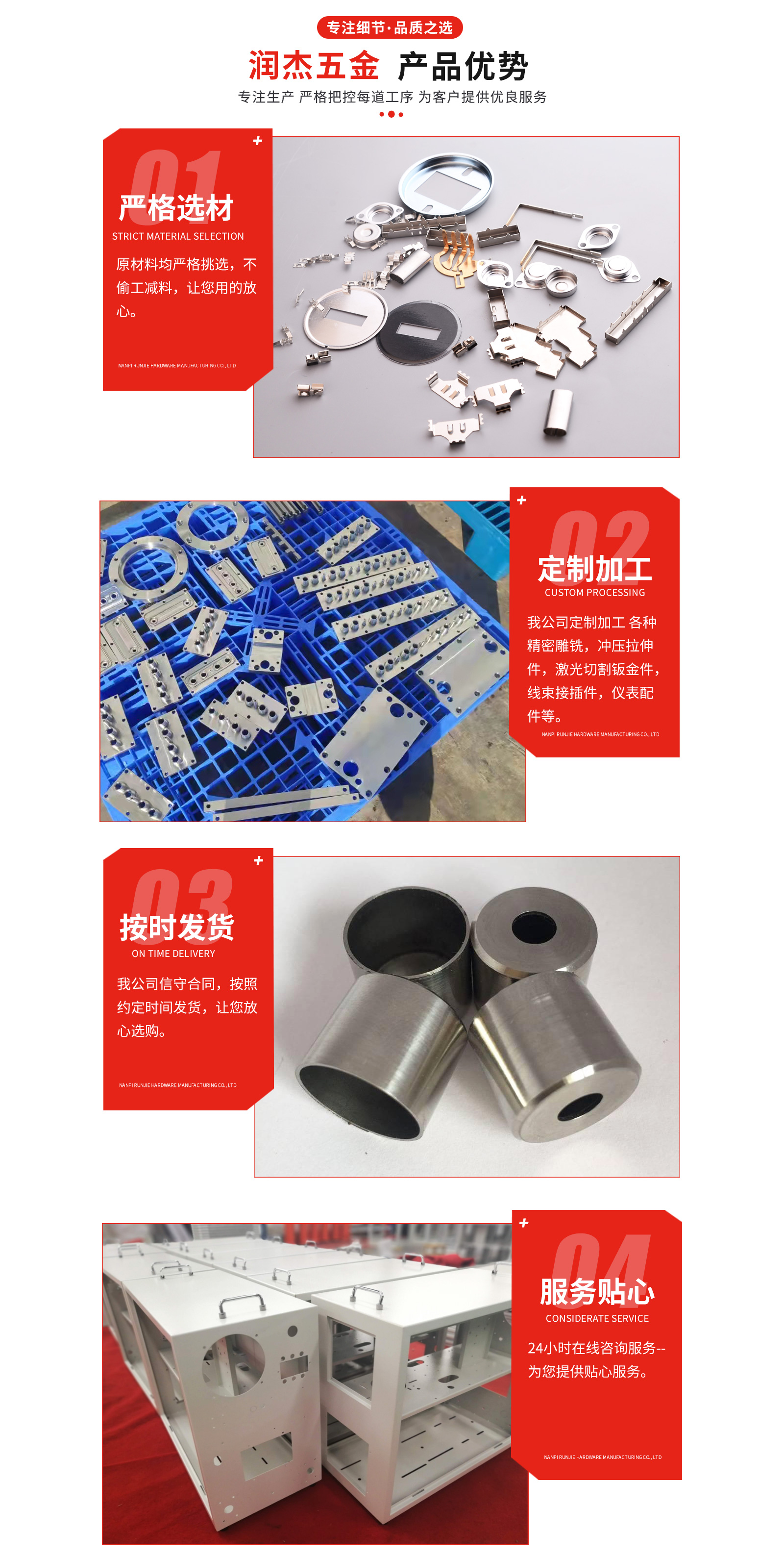
描述:铝合金冲压件是指用采用铝合金材质制成的冲压五金件,铝合金的材质和规格型号有很多种,不同的铝合金材质制成的五金冲压件,性能和用途都不一样。


浏览量:
81
铝合金冲压件
零售价
0.0
元
市场价
0.0
元
浏览量:
81
描述
铝合金冲压件是指用采用铝合金材质制成的冲压五金件,铝合金的材质和规格型号有很多种,不同的铝合金材质制成的五金冲压件,性能和用途都不一样。
数量
-
+
库存:
设备描述
参数

铝合金冲压件是指用采用铝合金材质制成的冲压五金件,铝合金的材质和规格型号有很多种,不同的铝合金材质制成的五金冲压件,性能和用途都不一样。
在冲压加工厂,铝合金冲压件因为材料相对金属铁而言较软,价格比较昂贵,且容易断裂以及部分铝合金产品还需后续加工,如拉丝﹑阳极处理等,在冲压生产时特别容易产生顶伤﹑刮伤,所以在模具制造方面确定要特别注意以下几点:
1.对于不影响工程数的情况下冲孔尽量排在后面工程冲孔,甚至对于冲孔数量较多的产品可考虑多做一个工程也要将冲孔排在后面冲。
2.铝料较软且模具较容易堵料,故在设计模具放间隙时宜放双边料厚10%的间隙,刀口直深位以2MM较为合适,锥度以0.8-1°为合适。
3.折弯成型时,因铝料在折弯时容易产生铝屑,会造成点伤﹑压痕,铝原材需贴PE膜,在滚轮及电镀的情况下,成型块以抛光镀硬铬为佳。
4.对于需阳极后加工的冲压件,如有压平﹑推平工序180°,产品不可全部压合,全部压合会产生吐酸现象,需留0.2—0.3MM的缝,以便酸液顺利及时流出,故在此工序上需要做限位块并标定模高于模具上。
5.因铝料较脆,容易开裂,特别是在反折边的情况下,故尽量不要做压线,即使要做,也要将压线做宽一点,打浅一点。
用于加工铝合金冲压件所使用的模具,有确定的特别要求;
一、对拉延模具的要求
模具硬度方面的要求;外板HRC70,内板HRC55;
拉延模工作型面要抛光镀硬铬;
冲压件模具中拉延筋要采用圆筋,而且拉延筋工艺补充比较多,拉延筋的R角也要比钢件大;
铝件的滑移线在圆角上就算合格,不能大于18mm;
压料圈着色方面要求要优于钢件产品;
铝合金板件抛光用的砂纸需要达到2000#砂纸的光洁度;
二、对修边模具的要求
加工铝合金冲压板件的废料刀要采用断开筋结构,主要为了减少料屑;
采用台阶冲头,以减少料屑;
铝合金冲压件修边间隙要略大于钢件
压料板研合宽度为:10~15mm
三、对翻边调整模具的要求
要求翻边压料宽度为:20~25mm
要求翻边间隙为料厚的90%;
铝合金冲压件翻边对镶块的要求较高,镶块表面确定不能有砂眼、气孔、表面光洁度要好,不能有明显划痕等。
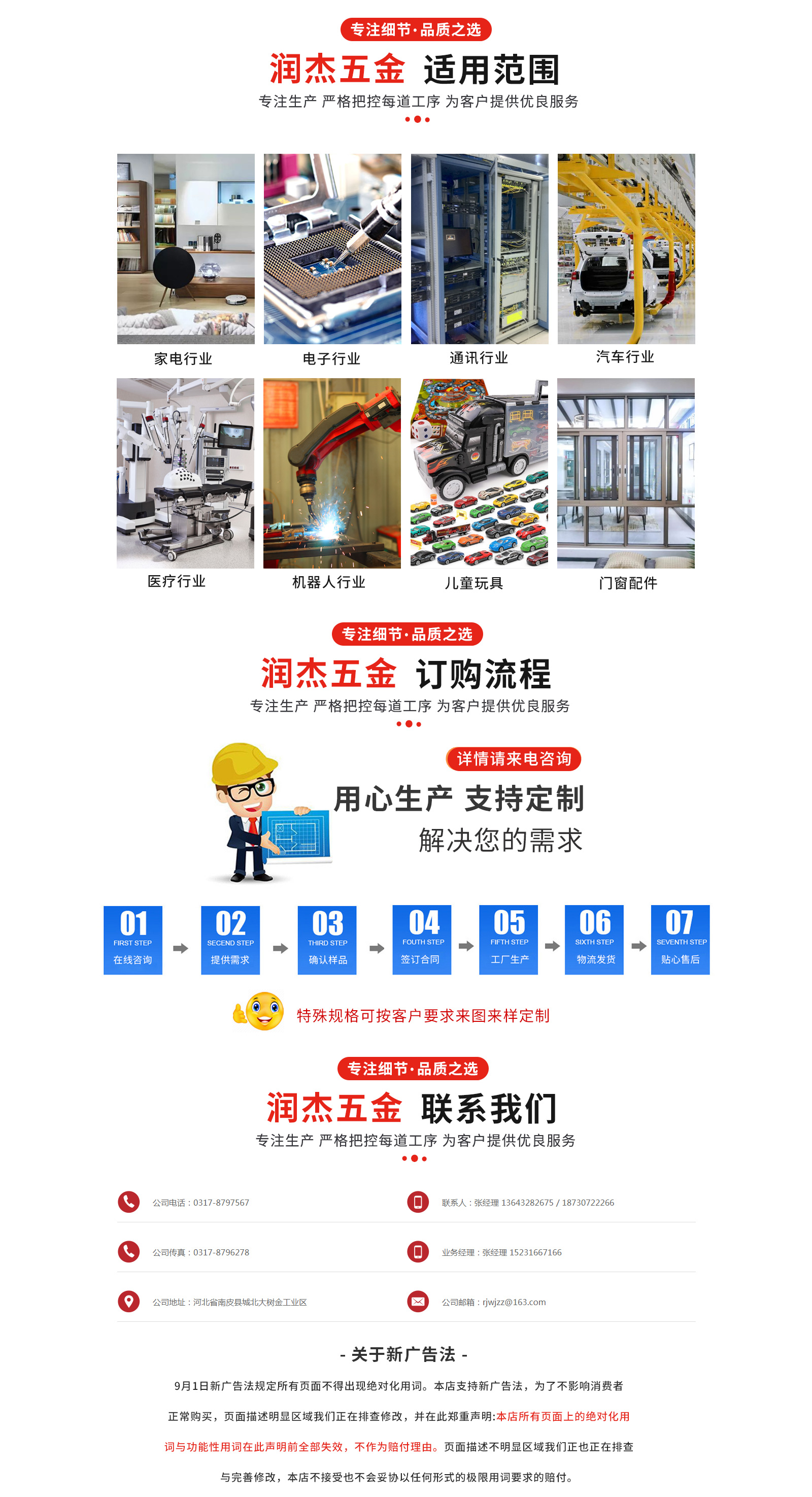
地址:河北省南皮县城北大树金工业区
销售热线:
张经理:13643282675
张经理:15231667166
邮箱Email:rjwjzz@163.com

- 关注 润杰五金 -
Copyright © 2021 南皮县润杰五金制造有限公司
冀ICP备15027893号-1