描述:拉伸件成形类由拉伸等成形方法加工而成的规则曲面类或自由曲面类零件,这些零件都是由平板毛坯经冲切及变形等冲压方式而加工出来的,它们与一般机加工方式加工出来的零件存在着很平板类指一般的平面冲裁件。


浏览量:
51
拉伸件
零售价
0.0
元
市场价
0.0
元
浏览量:
51
描述
拉伸件成形类由拉伸等成形方法加工而成的规则曲面类或自由曲面类零件,这些零件都是由平板毛坯经冲切及变形等冲压方式而加工出来的,它们与一般机加工方式加工出来的零件存在着很平板类指一般的平面冲裁件。
数量
-
+
库存:
设备描述
参数

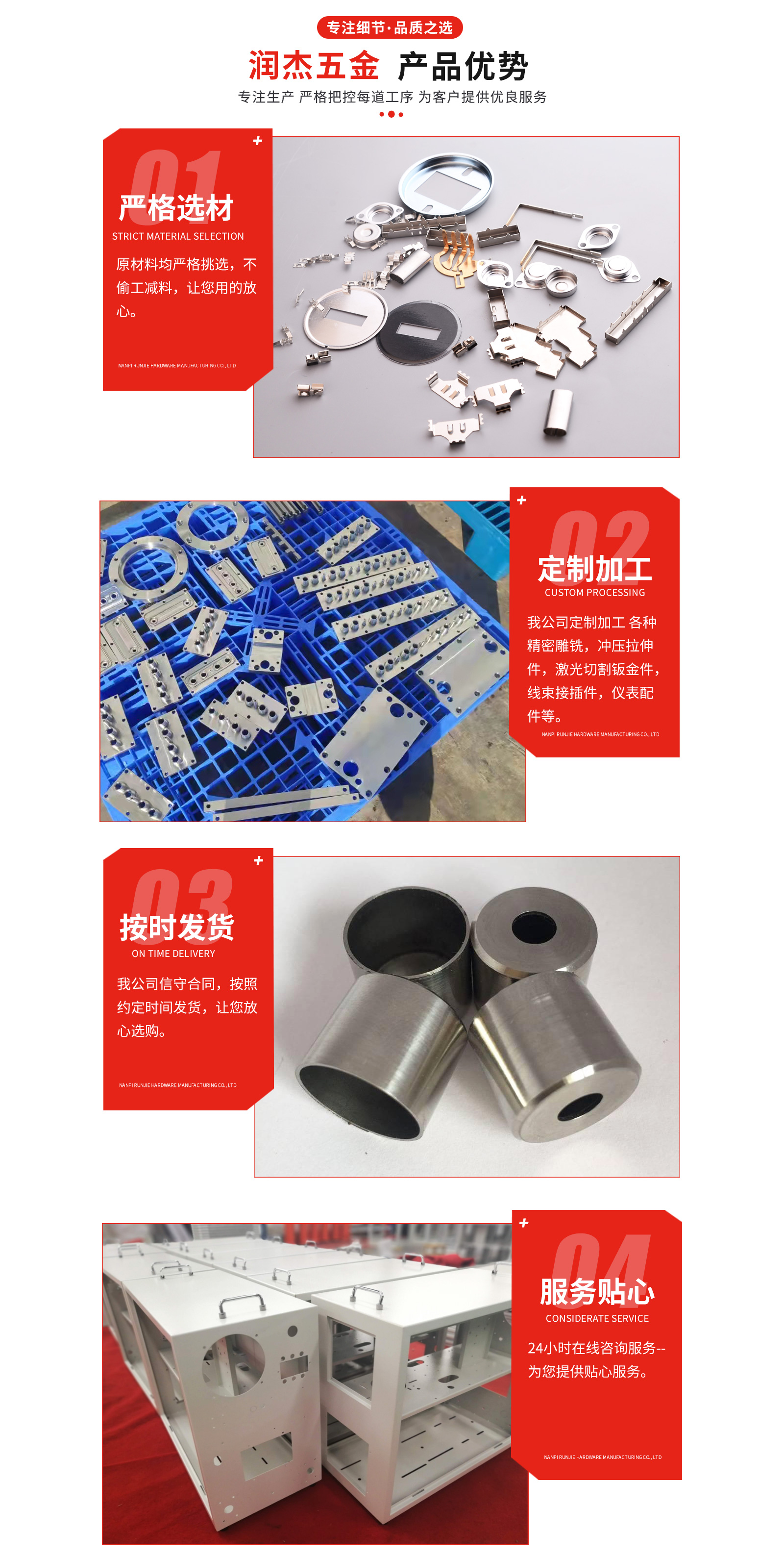
拉伸件成形类由拉伸等成形方法加工而成的规则曲面类或自由曲面类零件,这些零件都是由平板毛坯经冲切及变形等冲压方式而加工出来的,它们与一般机加工方式加工出来的零件存在着很平板类指一般的平面冲裁件。弯曲类由弯曲或弯曲加简单成形构成的零件。
成形类由拉伸等成形方法加工而成的规则曲面类或自由曲面类零件,这些零件都是由平板毛坯经冲切及变形等冲压方式而加工出来的,它们与一般机加工方式加工出来的零件存在着很大差别。
在冲压加工方式中,弯曲变形是使冲压件、拉伸件、钣金加工件产生复杂空间位置关系的主要加工方式,而其它加工方法一般只是在平板上产生凸起或凹陷以及缺口、孔和边缘等形状,这一特点是在建立冲压件、拉伸件、钣金加工件造型系统时所注意的!
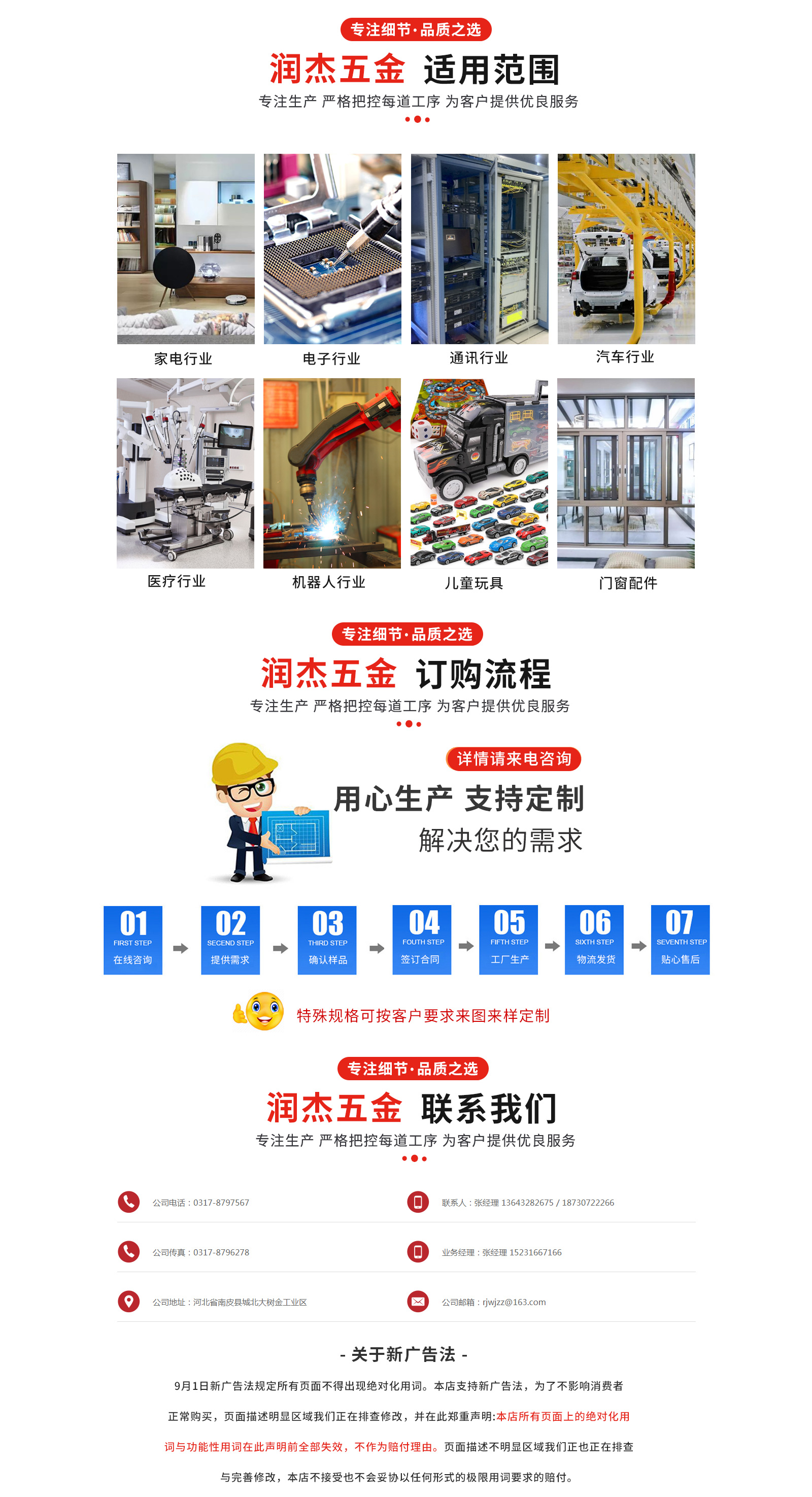
异性拉伸件是把确定形状的平板坯料或空心件通过拉伸模制成各种开口空心件的冲压工序.用拉伸的方法可以制成筒形、阶梯形、盒型、球形、锥形及其它复杂形状的薄壁零件。因此,拉伸在汽车、拖拉机、电器、仪表、电子、肮空、航天等各种工业部门及日常生活用品的冲压生产中占据相当重要的地位。
本身有孔的拉伸件拉伸后孔被拉裂原因:孔径太大,使得孔周边的材料受到拉应力也大,导致破裂。
解决方法:改变成形工艺顺序,先拉伸成形,然后再在底部冲孔。
拉伸件的凸缘失稳起皱原因:压边力太小,或坯料的相对厚度小,或拉伸系数太小。
解决方法:增大压边力或增加拉伸次数。
圆筒形拉伸件上缘失稳起皱原因:凹模的圆角半径太大,造成凹凸模间隙过大,或压边力太小。
解决方法:增大压边力,减小凹模的圆角半径。
圆形拉伸件上缘失稳起皱原因是什么
答,凹模的圆角半径太大,造成凹凸模间隙过大,或压边力太小。
解决方法:增大压边力,减小凹模的圆角半径。
拉伸变形过程:当凸模下压时,坯料被拉入凹模,圆形坯料由下为本变成3个部份:筒底部份、筒壁部分和凸缘部份。在凸模下压过程中,筒底部分基本不变,凸缘部分的材料逐渐转化为筒壁,筒壁部份逐步具体以临床效果为主,凸缘部分逐步减小。可见,坯料在拉伸过程中,变形主要是集中在凹模面上的凸缘部分,拉伸过程的本质就是使凸缘部分逐渐转化为筒壁的过程。柸料的凸缘部分是变形区,底部和已形成的筒壁为传力区。
地址:河北省南皮县城北大树金工业区
销售热线:
张经理:13643282675
张经理:15231667166
邮箱Email:rjwjzz@163.com

- 关注 润杰五金 -
Copyright © 2021 南皮县润杰五金制造有限公司
冀ICP备15027893号-1